Back to BlogCustomization Process 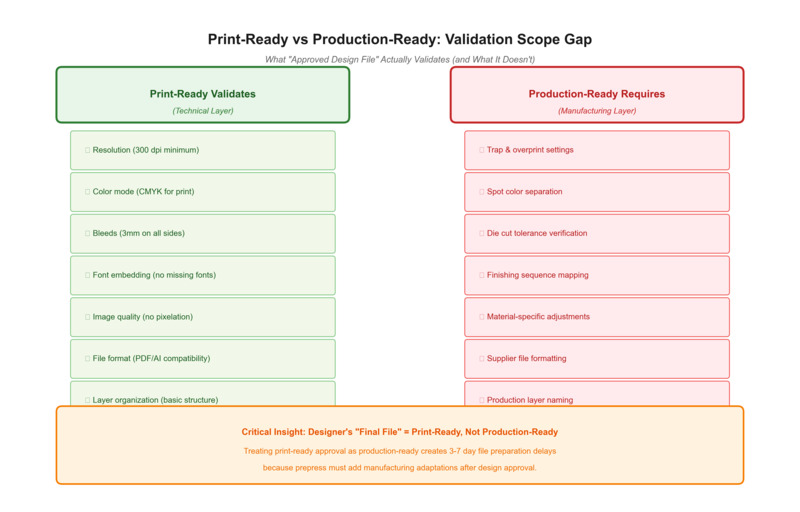


Why Your "Approved Design File" Needs 3-7 Days Before Corporate Gift Box Production Can Start
2026-02-13
Most procurement teams treat the designer's final artwork file as the endpoint of the design phase and the immediate starting point for mass production of custom corporate gift boxes. Once the brand team approves the visual layout and the operations team confirms barcode placement, the file is considered "production-ready" and sent to the packaging supplier with an expectation that printing can begin within days. This assumption consistently creates three to seven day delays because the approved design file is print-ready—meaning it meets basic technical specifications like resolution, color mode, and bleed requirements—but it is not production-ready, which means it does not account for manufacturing constraints like die cut tolerance, finishing process sequencing, or material-specific behavior. The misjudgment isn't about underestimating file quality—it's about treating technical correctness as equivalent to manufacturing readiness when these are fundamentally different validation layers that require separate preparation work.
The problem surfaces when a procurement manager receives brand approval on a custom gift box design, forwards the artwork file to the supplier, and then receives a response stating that "file preparation will require four to five days before production can begin." The procurement team interprets this as unnecessary delay or supplier inefficiency because the file has already passed all technical checks—it's a high-resolution PDF with correct CMYK color mode, three millimeter bleeds on all sides, embedded fonts, and three hundred dpi images. From a technical standpoint, the file is flawless. But from a manufacturing standpoint, the file lacks critical production adaptations that can only be added by prepress operators who understand how the design will interact with physical manufacturing processes. This gap between print-ready and production-ready is where timeline overruns and cost increases consistently occur, yet procurement teams don't budget for this phase because they assume the designer delivers a manufacturing-ready file.
In practice, this is often where decisions around [packaging customization requirements](/resources/customization-process-guide) start to be misjudged. Print-ready validation confirms that the file meets software and output specifications—correct resolution ensures images won't pixelate when printed, CMYK color mode ensures compatibility with offset printing presses, bleeds ensure that minor trim variations won't create white edges, and embedded fonts ensure that text renders correctly without requiring the printer to have specific typefaces installed. These are technical prerequisites that prevent basic printing failures. Production-ready validation, however, addresses how the printed design will behave during physical manufacturing—die cut tolerance means the cutting path can vary by plus or minus one millimeter depending on material thickness and die sharpness, finishing sequence dependencies mean that embossing must occur before foil stamping to avoid foil cracking, material-specific ink coverage adjustments mean that uncoated stock requires fifteen percent more ink density than coated stock to achieve the same visual saturation, and supplier-specific file formatting means that layers must be named using production terminology so prepress operators can identify varnish areas, embossing zones, and foil stamping regions without guessing. None of these production constraints are visible in the design file because they're manufacturing realities that only manifest during physical production.
[IMAGE:/images/blog/file_preparation_validation_scope_800.jpg|Print-ready vs production-ready validation scope showing technical layer and manufacturing layer requirements]
The timeline and cost impact reveals the structural gap. When a procurement team forwards a print-ready file to the supplier, the prepress department must perform a series of manufacturing adaptations before the file can be sent to the printing press. Trap and overprint settings must be configured to prevent white gaps where adjacent colors meet—this requires analyzing every color boundary in the design and adding microscopic overlaps that compensate for registration variation during high-speed printing. Color separation for spot colors must be created if the design includes brand colors that need to match previous batches exactly—this requires converting specific design elements from CMYK process color to Pantone spot color plates, which changes the file structure and adds per-plate costs. Die cut tolerance verification requires checking whether critical design elements—logos, text, barcodes—are positioned far enough from cut edges to remain visually centered even when die cut variation shifts the edge position by one millimeter in either direction. Finishing sequence mapping requires identifying which areas will receive varnish, embossing, foil stamping, or other post-print treatments and ensuring these areas don't overlap in ways that create physical conflicts during sequential processing. This prepress adaptation work takes three to seven days depending on design complexity and costs three hundred to one thousand two hundred pounds depending on the number of spot colors, finishing treatments, and material-specific adjustments required. Procurement teams don't anticipate this timeline or cost because they treat the designer's final file as the manufacturing input rather than as the starting point for production adaptation.
File ownership fragmentation hides the preparation gap. The graphic designer owns the visual design layer—they create the artwork in Adobe Illustrator or InDesign, ensure that brand guidelines are followed, verify that typography hierarchy is correct, and deliver a file that accurately represents the approved aesthetic. The prepress operator owns the production adaptation layer—they add trap settings, configure overprint behavior, create spot color separations, verify die cut tolerances, map finishing sequences, and format the file structure according to the specific printing press and finishing equipment that will be used. The packaging supplier owns the manufacturing specification layer—they provide the die line template that defines the exact cut path and fold positions, specify material-dependent ink coverage adjustments, define finishing process constraints like minimum embossing depth or maximum foil stamping area, and establish file delivery requirements like layer naming conventions and color profile settings. When procurement receives the "final artwork" from the designer, they're receiving only the visual design layer. The file must still pass through prepress adaptation and supplier specification formatting before it becomes a true manufacturing input. This multi-layer ownership structure means that "approved design" is not the same as "production-ready file," yet procurement workflows treat design approval as the trigger to issue production orders rather than as the trigger to begin file preparation.
The consequence is systematic timeline compression that creates quality risk. When procurement teams don't budget for the three to seven day file preparation phase, they communicate production timelines to internal stakeholders based on the assumption that printing begins immediately after design approval. If the corporate gift boxes are needed for a client event in six weeks, and the supplier's quoted lead time is four weeks for printing and finishing, procurement schedules design approval to occur two weeks before the event deadline, leaving a two-week buffer. But when the file requires five days of prepress adaptation after design approval, the actual production timeline becomes four weeks plus five days, which leaves only nine days of buffer instead of fourteen days. This timeline compression creates pressure to skip validation steps—prepress operators reduce trap verification time, color separation checks become cursory rather than thorough, die cut tolerance analysis is performed visually rather than with measurement tools, and finishing sequence conflicts are addressed reactively during production rather than proactively during file preparation. The result is increased risk of production issues that require re-runs, such as color misregistration that creates visible white gaps, spot colors that don't match previous batches because color separation was rushed, logos that appear off-center because die cut tolerance wasn't verified, or foil stamping that cracks because embossing sequence wasn't properly mapped.
[IMAGE:/images/blog/file_preparation_timeline_cost_800.jpg|Timeline and cost comparison between proper file preparation and skipped prepress adaptation]
The structural issue is that print-ready validation scope doesn't match procurement's production readiness expectations. Procurement teams expect that a file which passes all technical preflight checks—resolution verified, color mode correct, bleeds present, fonts embedded—is ready to be sent directly to the printing press. In reality, technical preflight checks only confirm that the file won't cause software errors or basic output failures. They don't confirm that the design accounts for physical manufacturing constraints that affect how the printed result will look and perform. A file can have perfect three hundred dpi resolution but still have a logo positioned too close to the die cut edge, causing it to appear off-center when die cut tolerance shifts the edge position. A file can have correct CMYK color mode but still need spot color separation if the brand color must match previous batches exactly. A file can have proper three millimeter bleeds but still lack sufficient safety margin for critical elements near die cut edges when die cut tolerance is factored in. These manufacturing readiness issues are invisible during print-ready validation because they require understanding how the design will interact with physical production equipment and processes, not just whether the file meets software specifications.
Production-ready file preparation is not optional when manufacturing constraints affect brand perception or functional performance. Any project involving specialty finishes—foil stamping, embossing, spot UV, soft-touch lamination—requires detailed finishing sequence mapping because these treatments must be applied in specific order to avoid physical conflicts. Foil stamping must occur after embossing to prevent foil from cracking when the embossing die compresses the substrate. Spot UV must be applied after matte lamination to create the intended gloss contrast. Soft-touch coating must be the final treatment because it's a surface layer that would be damaged by subsequent processing. These sequence dependencies only become apparent during prepress file preparation when operators map the spatial relationship between different finishing areas and identify potential conflicts. Similarly, any project where brand color consistency is critical—luxury packaging, corporate identity materials, product lines that must match across batches—requires spot color separation during file preparation because CMYK process color has inherent batch-to-batch variation due to ink mixing ratios, press calibration differences, and substrate absorption characteristics. Spot color uses pre-mixed ink that maintains consistent color across batches, but it requires creating separate color plates during prepress, which changes the file structure and adds per-plate costs. Any project using specialty substrates—uncoated stock, textured paper, metallic board—requires material-specific ink coverage adjustments during file preparation because these materials absorb or reflect ink differently than standard coated stock. Uncoated stock absorbs ink into the paper fibers, requiring fifteen to twenty percent higher ink density to achieve the same visual saturation as coated stock. Metallic board reflects light differently, requiring color profile adjustments to compensate for the underlying metallic sheen. These material-dependent adjustments can only be made during prepress file preparation by operators who understand how specific substrates behave during printing.
The timeline and cost structure reveals why skipping file preparation creates larger downstream costs. Procurement teams that pressure suppliers to "start production immediately" without allowing time for proper prepress adaptation create conditions where manufacturing issues are discovered during the print run rather than during file preparation. When trap settings aren't properly configured, color misregistration creates visible white gaps between adjacent colors, requiring the entire print run to be scrapped and restarted with corrected trap settings. When spot color separation isn't performed for brand-critical colors, the printed result doesn't match previous batches, requiring a complete re-run with spot color plates. When die cut tolerance isn't verified for critical design elements, logos appear off-center or text gets too close to edges, requiring either design revision or acceptance of suboptimal visual quality. When finishing sequence conflicts aren't identified during file preparation, foil cracks during embossing or spot UV doesn't adhere properly to lamination, requiring rework or reduced finish quality. The cost of addressing these issues during production is four to six times higher than the cost of proper file preparation because production issues require scrapping printed inventory, restarting print runs with rush fees, and expediting shipping to recover lost time. The three hundred to one thousand two hundred pound cost of thorough prepress file preparation prevents the fifteen hundred to seven thousand pound cost of production re-runs caused by inadequate manufacturing readiness validation.
File preparation is a distinct phase between design approval and production start that requires dedicated timeline and budget allocation. Procurement teams should treat design approval as the trigger to begin file preparation, not as the trigger to issue production orders. The file preparation phase includes prepress adaptation work—trap configuration, overprint settings, spot color separation, die cut tolerance verification, finishing sequence mapping, material-specific adjustments—that transforms a print-ready file into a production-ready file. This phase takes three to seven days depending on design complexity and costs three hundred to one thousand two hundred pounds depending on the number of production adaptations required. Skipping or rushing this phase doesn't eliminate the work—it shifts the validation burden to the production floor where issues are discovered too late to prevent waste and delays. The timeline and cost impact of proper file preparation is predictable and manageable. The timeline and cost impact of production issues caused by inadequate file preparation is unpredictable and typically four to six times larger. Procurement teams that budget for file preparation as a mandatory phase between design approval and production start create conditions for right-first-time manufacturing that delivers on-time, on-budget results without quality compromises.
You May Also Like
Rigid Box vs. Corrugated Mailer: Which Material Suits Your Premium Corporate Gifts?
A deep dive into the structural integrity, cost implications, and unboxing experience of rigid boxes versus corrugated mailers for high-end corporate gifting.
Foil Stamping vs. UV Spot: Elevating Your Brand Logo on Custom Gift Boxes
A technical comparison of hot foil stamping and UV spot varnish, analyzing visual impact, durability, and production costs for branded corporate packaging.