Why Your Brand Colour Specification Fails Between Digital Approval and Physical Corporate Gift Box Production
Customization Process••9 min read•Quality & Compliance Consultant
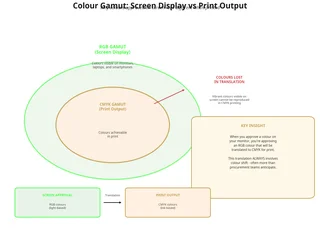
When procurement teams approve a corporate gift box design on screen, they're viewing an RGB representation of what will ultimately be printed in CMYK or Pantone inks. The colour they see on their monitor is fundamentally different from the colour that will appear on the physical packaging—and this gap is where colour specification failures begin. The assumption that "what I see on my screen is what I'll get in production" is technically incorrect, yet it remains the default expectation for most procurement decisions. The consequence is a predictable pattern: the physical gift boxes arrive, the brand colour looks "off," and the procurement team assumes the supplier made an error. In most cases, the supplier reproduced the colour exactly as specified—the failure occurred in the specification itself, not the execution.
The technical foundation of this misjudgment lies in how colour systems work. Screens display colour using the RGB system—red, green, and blue light beams that combine to create the colours we see on monitors, laptops, and smartphones. These colours are created by light emission, which means they can achieve a vibrancy and luminosity that printed materials cannot replicate. Printed packaging uses the CMYK system—cyan, magenta, yellow, and black inks that combine to create colours through light absorption rather than emission. The range of colours achievable in CMYK is narrower than RGB, which means that certain vibrant colours visible on screen simply cannot be reproduced in print. When a procurement team approves a design on their monitor, they're approving an RGB colour that will be translated into CMYK for production. This translation always involves some degree of colour shift, and the shift is often more significant than procurement teams anticipate.
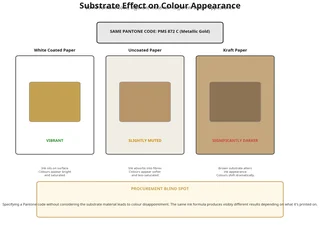
 The Pantone Matching System was developed precisely to address this colour translation problem—but it introduces its own set of misjudgments. Procurement teams often assume that specifying a Pantone code guarantees colour consistency across all production runs and all suppliers. The reality is more complex. A Pantone code specifies a target colour, but the actual appearance of that colour depends on the substrate it's printed on, the printing process used, and the environmental conditions during printing. The same Pantone code printed on coated white cardboard will look different from the same code printed on uncoated kraft paper. The same Pantone code printed using offset lithography will look different from the same code printed using flexographic printing. The same Pantone code printed in a climate-controlled facility will look different from the same code printed in a facility with variable humidity. Procurement teams who specify "Pantone 186 C" for their brand red and expect identical results across all suppliers and all materials are setting themselves up for disappointment.
The substrate effect on colour perception is particularly relevant for corporate gift box customization, where material selection is often driven by aesthetic or sustainability considerations rather than colour accuracy. A procurement team might select a kraft paper exterior for its eco-friendly appearance, then specify their brand colour using a Pantone code developed for coated white stock. The result is a colour that appears significantly darker and less saturated than expected, because the brown kraft substrate absorbs and alters the ink differently than white coated paper. The procurement team sees the finished boxes and concludes that the supplier used the wrong colour—but the supplier used exactly the colour specified. The failure was in the specification process, which didn't account for how the chosen substrate would affect colour appearance. This scenario plays out repeatedly in corporate gifting projects, particularly when sustainability requirements (kraft paper, recycled materials) conflict with brand colour requirements (vibrant, consistent colours).
The screen calibration variable adds another layer of unpredictability to digital colour approval. When a procurement manager reviews a design proof on their laptop, they're viewing it through a screen that may not be calibrated to any colour standard. The same design viewed on an iPhone will look different from the same design viewed on a Dell monitor, which will look different from the same design viewed on a MacBook. Brightness settings, colour temperature settings, and ambient lighting conditions all affect how colours appear on screen. A procurement manager who approves a design in a brightly lit office at 2pm will see different colours than the same manager reviewing the same design in a dimly lit home office at 8pm. The supplier has no control over these variables, yet the procurement team's colour expectations are formed entirely by what they see on their particular screen in their particular environment.
The Pantone Matching System was developed precisely to address this colour translation problem—but it introduces its own set of misjudgments. Procurement teams often assume that specifying a Pantone code guarantees colour consistency across all production runs and all suppliers. The reality is more complex. A Pantone code specifies a target colour, but the actual appearance of that colour depends on the substrate it's printed on, the printing process used, and the environmental conditions during printing. The same Pantone code printed on coated white cardboard will look different from the same code printed on uncoated kraft paper. The same Pantone code printed using offset lithography will look different from the same code printed using flexographic printing. The same Pantone code printed in a climate-controlled facility will look different from the same code printed in a facility with variable humidity. Procurement teams who specify "Pantone 186 C" for their brand red and expect identical results across all suppliers and all materials are setting themselves up for disappointment.
The substrate effect on colour perception is particularly relevant for corporate gift box customization, where material selection is often driven by aesthetic or sustainability considerations rather than colour accuracy. A procurement team might select a kraft paper exterior for its eco-friendly appearance, then specify their brand colour using a Pantone code developed for coated white stock. The result is a colour that appears significantly darker and less saturated than expected, because the brown kraft substrate absorbs and alters the ink differently than white coated paper. The procurement team sees the finished boxes and concludes that the supplier used the wrong colour—but the supplier used exactly the colour specified. The failure was in the specification process, which didn't account for how the chosen substrate would affect colour appearance. This scenario plays out repeatedly in corporate gifting projects, particularly when sustainability requirements (kraft paper, recycled materials) conflict with brand colour requirements (vibrant, consistent colours).
The screen calibration variable adds another layer of unpredictability to digital colour approval. When a procurement manager reviews a design proof on their laptop, they're viewing it through a screen that may not be calibrated to any colour standard. The same design viewed on an iPhone will look different from the same design viewed on a Dell monitor, which will look different from the same design viewed on a MacBook. Brightness settings, colour temperature settings, and ambient lighting conditions all affect how colours appear on screen. A procurement manager who approves a design in a brightly lit office at 2pm will see different colours than the same manager reviewing the same design in a dimly lit home office at 8pm. The supplier has no control over these variables, yet the procurement team's colour expectations are formed entirely by what they see on their particular screen in their particular environment.
 The cost implications of colour specification failures extend beyond aesthetic disappointment. When a procurement team receives gift boxes with colours that don't match their expectations, they face a difficult decision: accept the boxes as-is, negotiate a discount, or request a reprint. Accepting the boxes means distributing corporate gifts that don't accurately represent the brand—a compromise that marketing teams rarely accept for high-visibility gifting programmes. Negotiating a discount addresses the financial impact but doesn't solve the colour problem for the current order. Requesting a reprint delays the project by 3-6 weeks and may not produce better results if the underlying specification problem isn't addressed. The supplier, meanwhile, has produced exactly what was specified and may be reluctant to absorb the cost of a reprint for a colour that was technically correct. The dispute resolution process consumes time and damages the buyer-supplier relationship, all because the colour specification process didn't account for the technical realities of colour reproduction.
The practical solution for procurement teams is to shift from digital colour approval to physical colour approval. Instead of approving colours based on screen representations, procurement teams should request physical colour samples printed on the actual substrate that will be used for production. This approach adds time and cost to the specification process—typically 1-2 weeks and £50-150 for sample production—but it eliminates the gap between digital expectations and physical reality. When the procurement team approves a physical sample, they're approving the actual colour that will appear on the finished gift boxes, not an RGB approximation of that colour. The supplier can then match production output to the approved physical sample, using colour measurement tools to ensure consistency. This process is standard practice in professional packaging and printing industries, but it's often skipped in corporate gifting projects where procurement teams are unfamiliar with colour management best practices.
The organisational implication is that colour specification should be treated as a technical decision, not an administrative one. When planning custom corporate gift box projects, it's essential to account for the full scope of design development, colour specification, and production preparation. For comprehensive guidance on structuring realistic timelines that accommodate colour sampling, material selection, and production milestones, refer to our [detailed guide on customization planning](/resources/customization-process-guide), which addresses the complete journey from initial concept through final delivery. Procurement teams who invest in proper colour specification upfront—including physical samples, substrate testing, and clear documentation of colour tolerances—avoid the costly disputes and delays that arise when digital approvals don't translate to physical production. The small investment in colour management during the specification phase prevents the much larger costs of colour failures during production and delivery.
The supplier's perspective on colour specification is fundamentally protective. Experienced suppliers know that digital colour approvals are unreliable, and they build safeguards into their processes to manage this risk. A supplier might ask, "Have you seen this colour on the actual material?" or "Would you like a printed sample before we proceed to production?" These questions are not upselling tactics—they're risk management practices developed through years of experience with colour disputes. Procurement teams who dismiss these questions as unnecessary delays are often the same teams who later complain about colour inconsistency. The supplier's insistence on physical colour verification is an attempt to protect both parties from the predictable consequences of digital colour approval. Procurement teams who understand this dynamic can work more effectively with their suppliers, using physical samples and clear colour specifications to ensure that the finished gift boxes match expectations.
The cost implications of colour specification failures extend beyond aesthetic disappointment. When a procurement team receives gift boxes with colours that don't match their expectations, they face a difficult decision: accept the boxes as-is, negotiate a discount, or request a reprint. Accepting the boxes means distributing corporate gifts that don't accurately represent the brand—a compromise that marketing teams rarely accept for high-visibility gifting programmes. Negotiating a discount addresses the financial impact but doesn't solve the colour problem for the current order. Requesting a reprint delays the project by 3-6 weeks and may not produce better results if the underlying specification problem isn't addressed. The supplier, meanwhile, has produced exactly what was specified and may be reluctant to absorb the cost of a reprint for a colour that was technically correct. The dispute resolution process consumes time and damages the buyer-supplier relationship, all because the colour specification process didn't account for the technical realities of colour reproduction.
The practical solution for procurement teams is to shift from digital colour approval to physical colour approval. Instead of approving colours based on screen representations, procurement teams should request physical colour samples printed on the actual substrate that will be used for production. This approach adds time and cost to the specification process—typically 1-2 weeks and £50-150 for sample production—but it eliminates the gap between digital expectations and physical reality. When the procurement team approves a physical sample, they're approving the actual colour that will appear on the finished gift boxes, not an RGB approximation of that colour. The supplier can then match production output to the approved physical sample, using colour measurement tools to ensure consistency. This process is standard practice in professional packaging and printing industries, but it's often skipped in corporate gifting projects where procurement teams are unfamiliar with colour management best practices.
The organisational implication is that colour specification should be treated as a technical decision, not an administrative one. When planning custom corporate gift box projects, it's essential to account for the full scope of design development, colour specification, and production preparation. For comprehensive guidance on structuring realistic timelines that accommodate colour sampling, material selection, and production milestones, refer to our [detailed guide on customization planning](/resources/customization-process-guide), which addresses the complete journey from initial concept through final delivery. Procurement teams who invest in proper colour specification upfront—including physical samples, substrate testing, and clear documentation of colour tolerances—avoid the costly disputes and delays that arise when digital approvals don't translate to physical production. The small investment in colour management during the specification phase prevents the much larger costs of colour failures during production and delivery.
The supplier's perspective on colour specification is fundamentally protective. Experienced suppliers know that digital colour approvals are unreliable, and they build safeguards into their processes to manage this risk. A supplier might ask, "Have you seen this colour on the actual material?" or "Would you like a printed sample before we proceed to production?" These questions are not upselling tactics—they're risk management practices developed through years of experience with colour disputes. Procurement teams who dismiss these questions as unnecessary delays are often the same teams who later complain about colour inconsistency. The supplier's insistence on physical colour verification is an attempt to protect both parties from the predictable consequences of digital colour approval. Procurement teams who understand this dynamic can work more effectively with their suppliers, using physical samples and clear colour specifications to ensure that the finished gift boxes match expectations.
The Pantone Matching System was developed precisely to address this colour translation problem—but it introduces its own set of misjudgments. Procurement teams often assume that specifying a Pantone code guarantees colour consistency across all production runs and all suppliers. The reality is more complex. A Pantone code specifies a target colour, but the actual appearance of that colour depends on the substrate it's printed on, the printing process used, and the environmental conditions during printing. The same Pantone code printed on coated white cardboard will look different from the same code printed on uncoated kraft paper. The same Pantone code printed using offset lithography will look different from the same code printed using flexographic printing. The same Pantone code printed in a climate-controlled facility will look different from the same code printed in a facility with variable humidity. Procurement teams who specify "Pantone 186 C" for their brand red and expect identical results across all suppliers and all materials are setting themselves up for disappointment.
The substrate effect on colour perception is particularly relevant for corporate gift box customization, where material selection is often driven by aesthetic or sustainability considerations rather than colour accuracy. A procurement team might select a kraft paper exterior for its eco-friendly appearance, then specify their brand colour using a Pantone code developed for coated white stock. The result is a colour that appears significantly darker and less saturated than expected, because the brown kraft substrate absorbs and alters the ink differently than white coated paper. The procurement team sees the finished boxes and concludes that the supplier used the wrong colour—but the supplier used exactly the colour specified. The failure was in the specification process, which didn't account for how the chosen substrate would affect colour appearance. This scenario plays out repeatedly in corporate gifting projects, particularly when sustainability requirements (kraft paper, recycled materials) conflict with brand colour requirements (vibrant, consistent colours).
The screen calibration variable adds another layer of unpredictability to digital colour approval. When a procurement manager reviews a design proof on their laptop, they're viewing it through a screen that may not be calibrated to any colour standard. The same design viewed on an iPhone will look different from the same design viewed on a Dell monitor, which will look different from the same design viewed on a MacBook. Brightness settings, colour temperature settings, and ambient lighting conditions all affect how colours appear on screen. A procurement manager who approves a design in a brightly lit office at 2pm will see different colours than the same manager reviewing the same design in a dimly lit home office at 8pm. The supplier has no control over these variables, yet the procurement team's colour expectations are formed entirely by what they see on their particular screen in their particular environment.
The cost implications of colour specification failures extend beyond aesthetic disappointment. When a procurement team receives gift boxes with colours that don't match their expectations, they face a difficult decision: accept the boxes as-is, negotiate a discount, or request a reprint. Accepting the boxes means distributing corporate gifts that don't accurately represent the brand—a compromise that marketing teams rarely accept for high-visibility gifting programmes. Negotiating a discount addresses the financial impact but doesn't solve the colour problem for the current order. Requesting a reprint delays the project by 3-6 weeks and may not produce better results if the underlying specification problem isn't addressed. The supplier, meanwhile, has produced exactly what was specified and may be reluctant to absorb the cost of a reprint for a colour that was technically correct. The dispute resolution process consumes time and damages the buyer-supplier relationship, all because the colour specification process didn't account for the technical realities of colour reproduction.
The practical solution for procurement teams is to shift from digital colour approval to physical colour approval. Instead of approving colours based on screen representations, procurement teams should request physical colour samples printed on the actual substrate that will be used for production. This approach adds time and cost to the specification process—typically 1-2 weeks and £50-150 for sample production—but it eliminates the gap between digital expectations and physical reality. When the procurement team approves a physical sample, they're approving the actual colour that will appear on the finished gift boxes, not an RGB approximation of that colour. The supplier can then match production output to the approved physical sample, using colour measurement tools to ensure consistency. This process is standard practice in professional packaging and printing industries, but it's often skipped in corporate gifting projects where procurement teams are unfamiliar with colour management best practices.
The organisational implication is that colour specification should be treated as a technical decision, not an administrative one. When planning custom corporate gift box projects, it's essential to account for the full scope of design development, colour specification, and production preparation. For comprehensive guidance on structuring realistic timelines that accommodate colour sampling, material selection, and production milestones, refer to our [detailed guide on customization planning](/resources/customization-process-guide), which addresses the complete journey from initial concept through final delivery. Procurement teams who invest in proper colour specification upfront—including physical samples, substrate testing, and clear documentation of colour tolerances—avoid the costly disputes and delays that arise when digital approvals don't translate to physical production. The small investment in colour management during the specification phase prevents the much larger costs of colour failures during production and delivery.
The supplier's perspective on colour specification is fundamentally protective. Experienced suppliers know that digital colour approvals are unreliable, and they build safeguards into their processes to manage this risk. A supplier might ask, "Have you seen this colour on the actual material?" or "Would you like a printed sample before we proceed to production?" These questions are not upselling tactics—they're risk management practices developed through years of experience with colour disputes. Procurement teams who dismiss these questions as unnecessary delays are often the same teams who later complain about colour inconsistency. The supplier's insistence on physical colour verification is an attempt to protect both parties from the predictable consequences of digital colour approval. Procurement teams who understand this dynamic can work more effectively with their suppliers, using physical samples and clear colour specifications to ensure that the finished gift boxes match expectations.